空应用设备哪些部位易出现泄漏如何检漏
检漏技术在真空领域占有很重要的地位,它关系到真空设备的各项真空指标,如何快速精准地找到漏点关系到企业的生产效率与经营成本。氦质谱检漏仪是第二次世界大战期间加快速度进行发展起来的一种高精度检漏仪,它的灵敏度高达10-15Pa·m3/s。当今常见的氦质谱检漏仪灵敏度在10-9~10-13Pa·m3/s。
氦质谱检漏仪由离子源、分析器、接收器、真空系统、电子线路及其他电气部分所组成。为了方便解释氦质谱检漏仪是如何工作的,我们以磁偏转型的氦质谱检漏仪为例进行说明。
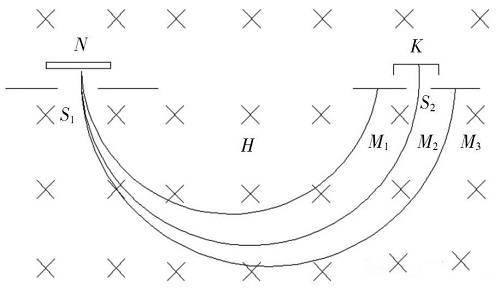
图1表示氦质谱检漏仪的原理图,在质谱室的离子源N内,气体被电离成离子。在电场作用下离子聚焦成束,并以一定的速度经由缝隙S1进入磁分析器,在均匀磁场的作用下,具有一定速度的离子束,将按圆形轨迹运动。调节加速电压U使氦离子束M2恰能通过缝隙S2到达收集极K而形成离子流。利用弱电流量测设备,使之在输出仪表与音响装置上反映出来。而其他不同于M2的离子束(如图中M1,M3)则以不同的偏转半径而被分开。
喷吹法检漏是利用辅助真空泵或检漏仪对被检产品内部密封室抽真空,然后在被检产品外表面喷吹氦气,当被检产品表面有漏孔时,氦气就会通过漏孔进入被检产品内部,再进入氦质谱检漏仪,检漏仪会报警并显示当前漏率值。
为了方便说明真空检漏方法,我们以真空炉为例进行真空检漏。真空炉主要由机械泵、罗茨泵、扩散泵、前级管路、炉体等几部分所组成,如图2所示。真空炉的生产中最常见问题是极限压力合格,而升压率不合格,或者是两者都不合格,比较少见的是升压率合格但极限压力不合格。

极限压力合格说明设备无显著漏点,且真空系统的抽气性能正常。升压率不合格,根本原因是从粗抽阀到炉体有一些较小的漏点,通常在1×10-9~9.9×10-4Pa·m3/s之间。检漏步骤为:
这种情况原因通常出现在粗抽阀到机械泵部分的各个连接管路的焊口及法兰连接或真空泵本身性能。检漏步骤为:
3.若步骤1和2均未检出漏点,就要考虑各个真空泵性能的问题,首要检查机械泵油、罗茨泵油是否缺少,如果泵油缺少会大幅度的降低泵的抽气性能,其次检查机械泵的阀片,通过向机械泵排气口喷吹氦气来检测其阀片的密封性。扩散泵油或扩散泵加热器异常也会造成极限压力不合格。还应检查真空计是否准确以及真空系统模块设计是不是满足技术要求。
这种情况通常存在不小于9.9×10-4Pa·m3/s的较大漏点,检漏步骤为:
综上三种问题,通过外部检漏通常都会解决,但在多遍检漏后问题若是任旧存在,我们就应思考是否存在内部漏点。笔者发现,内漏大多来源于各种充气阀。若要验证,可以在阀门保持关闭的状态下,将阀门的保护气体一端法兰打开一缝隙,充入氦气检查是不是漏气,若不漏气,再将阀门连接好后立即充入保护气体到管路中,如果这时检漏仪漏率值上升,那么就能确定充气阀泄漏是真空指标不合格的原因。
平台声明:该文观点仅代表作者本人,搜狐号系信息发布平台,搜狐仅提供信息存储空间服务。


 扫描进入手机站
扫描进入手机站